* All experimental methods are cited from the reference, please refer to the original source for details. We do not guarantee the accuracy of the content in the reference.
molybdenum(VI) oxide; In water; at 96℃; for 2h;pH <= 2.9 - 3.4;Conversion of starting material;
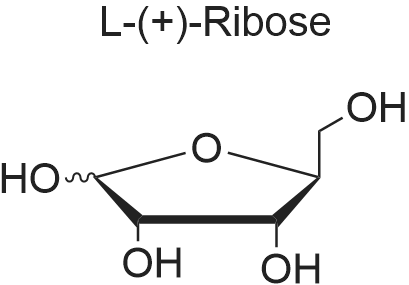
EXAMPLE 8; Epimerization of the Arabinose Fraction Obtained from Chromatographic Fractionation of Example 2(B); The arabinose fraction obtained from the chromatographic fractionation as described in Example 2(B) was epimerized in a laboratory scale stirred reaction vessel. The volume of the reaction vessel was 1 l and it was provided with a heating jacket. The concentration of the solution was adjusted to 14 g/l 00 g, and 900 ml of this solution having about 87percent on DS of L-arabinose was transferred to the reaction vessel. 1.36 g of MoO3 was used as the epimerization catalyst and the reaction time at 96° C. was 2 hours. The pH was adjusted to be 2.9 at the end of the reaction. About 29.5percent of the available arabinose was converted in the reaction. 78percent of the reacted arabinose was converted to L-ribose. The resulting epimerized solution had an L-ribose content of about 20percent on DS.; EXAMPLE 9; Epimerization of Crystalline Arabinose; Crystalline L-arabinose obtained from the crystallization of Example 7 was dissolved in water to obtain 900 ml of a solution having an arabinose concentration of 13.2 g/100 g. The solution was transferred to a laboratory scale stirred reaction vessel. The volume of the reaction vessel was 1 l and it was provided with a heating jacket. 1.26 g of MoO3 was weighed as a catalyst for the epimerization reaction. At the beginning of the reaction, the pH was adjusted to 3.4 with NaOH. The epimerization was carried out at a temperature of 96° C. for 2 hours. About 33percent of the arabinose was converted during the reaction. 76percent of the reacted arabinose was converted to L-ribose. The resulting epimerized solution had an L-ribose content of about 25percent on DS.
With borax; In water; at 69.84℃; for 1h;Kinetics;
For the factorial design experiments, Sn-Beta (Si/Sn = 96) wasadded at a 100:1 sugar?metal molar ratio to a 5 wtpercent sugar solutionin a 5 ml thick-walled glass reactor containing a small magneticstir bar (typically ?40 mg of catalyst in 2 ml of sugar solution).Reactions were performed with D- and L-arabinose interchangeably with no difference in kinetics. Initial rate experiments weredone with larger volumes and higher sugar?metal ratios in orderto capture the low conversion data points. In order to determinethe initial rates at higher temperature ranges, an arabinose to Snratio of 1000 or 2000 was used. The thick-walled glass vials weresealed using a PTFE/silicone septa and metal crimp top, placed in atemperature-controlled oil bath, and removed periodically to takesamples. The glass reactors were quenched in ice and a small sam-ple volume was removed. Next, 100 l of the filtered sample and25 l of a 10 wtpercent mannitol solution were mixed in a vial. The sam-ples were analyzed by high-performance liquid chromatography(HPLC) on an Agilent 1260 system equipped with photodiode arrayultraviolet and evaporative light-scattering detectors. The reactionproducts were separated using a Bio-Rad Aminex HPX-87C columnheated to 353 K using deionized water (pH = 7) as the mobile phaseat a flow rate of 0.6 ml min?1. Ribulose concentrations were deter-mined using an ultraviolet detector at a wavelength 210 nm. At thiswavelength all other sugars had negligible ultraviolet signals. Forall ultraviolet-inactive carbohydrates, the analysis was performedusing the evaporative light scattering detector. Samples were runin duplicate on the HPLC and the column was regenerated dailywith 0.1 M Ca(NO3)2. Ketoses showed the strongest tendency toshift retention time in the column. Fractionation and NMR wereused to check peak purity.






 Chemistry
Chemistry
 Pharmaceutical Intermediates
Pharmaceutical Intermediates
 Inhibitors/Agonists
Inhibitors/Agonists
 Material Science
Material Science







 For Research Only
For Research Only
 120K+ Compounds
120K+ Compounds
 Competitive Price
Competitive Price
 1-2 Day Shipping
1-2 Day Shipping